|
安博体育官网登陆入口.天洋热熔胶:太阳能电池EVA封装膜问题分析
安博体育官网登陆入口
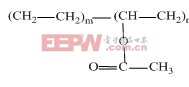
封装用EVA胶膜生产厂家不断出现,这对国内光伏产业的发展来说无疑是件好事,但是许多企业盲目加入这个行业却也带来了大量的问题。 1、原料更换问题:首先封装用EVA膜的大规模发展直接导致了原料EVA价格的上涨,许多企业盲目采购各种渠道的EVA,单一配方下原料的多样化直接导致了产品质量的不稳定性。EVA的的结构如下
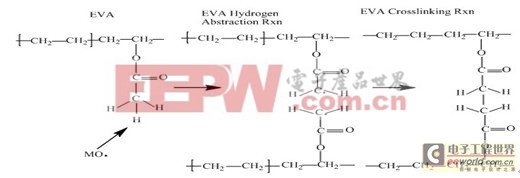
其一个重要指标是醋酸乙烯酯(VA)含量,封装过程中的交联固化即是过氧化物(RO-OM)分解成自由基RO•和MO•,引发EVA分子支链醋酸乙烯酯(VA)间的结合,形成三维网状结构, 使 EVA交联固化(如图1所示), 当交联度达到6 0 %以上就能承受大气的变化, 不再
发生较大的热胀冷缩。所以EVA膜交联度不仅仅和固化工艺以及交联剂有关系,而且和EVA原料的VA含量密切相关;盲目更换原料可造成以下两种情况:原有配方不变,采用VA含量偏高的EVA,达到相同交联度消耗的交联剂较多,而配方中过氧化物的加量不变导致交联度降低,同理,采用VA含量偏低的EVA时交联度升高。交联度太低达不到抵抗热胀冷缩的效果,也会影响到产品的耐老化性及粘结强度,交联度太高胶膜变硬,进而流动性差易导致硅片在层压过程中开裂,除此之外原料EVA的更换亦会对产品各个性能产生影响,故EVA原料要谨慎选择,更换EVA后要对配方进行适度微调。 2、气泡问题:吸潮,异物是造成电池片层压时产生气泡的客观因素,而固化工艺和配方则是造成气泡的主观因素。工艺方面,层压后,高温下处于熔融状态的EVA,因玻璃和背板对胶膜的应力导致EVA有微小程度的收缩,空气易钻进和玻璃、背板与EVA胶膜间形成反冲气泡。所以层压时间,抽真空时间是否合理就显得尤为重要。多数组件厂家在遇到气泡时会优先考虑层压工艺问题,但是反复改变层压工艺后气泡仍得不到解决的话很有可能就是胶膜配方有问题。配方中的偶联剂使用是一个关键问题,若配方中使用的偶联剂沸点在127℃,则在层压过程中多余偶联剂会导致胶膜出现气泡,所以气泡问题要综合考虑进行分析才能得到解决。 3、胶膜厚度:EVA胶膜的厚度对组件封装起着关键作用,太薄容易造成层压过程中的脱胶,太厚易造成硅片移位,长期以来,胶膜的常规厚度0.5mm已经在行业内尽人皆知,但是一直没有人考察厚度减少到多少才能不影响组件厂家的使用,厚度减少既可以使胶膜厂家和组件厂家的成本降低,又可以达到减少资源浪费、节能减排的目的。上海天洋热熔胶有限公司致力于优质胶膜的开发,对胶膜的各种细节问题进行了深入的思考并进行实践检验分析,最终将评定胶膜规格的数据由厚度改为克重,这对于客户使用胶膜有很大的帮助。 小结:国内EVA胶膜企业只有注重技术改造,促进产品质量稳定提高,才能打破优质胶膜被国外垄断的形势,也只有这样才能在光伏产业链中持续生存下去。 |
地址:江苏省南通市通州区川姜镇姜张路88号
电话:+86+513+86332300/ +86+513+86336399
传真:+86+513 86332300
邮箱:lucy@rzesph.com
销售部:+86+513+86336633 / +86+513+86336622
销售部:+86+513+86331199 / +86+513+86339299
外贸部:+86+513+86332300 / +86+513+86336399
采购部:+86+513+86332282 / +86+513+86330126

版权所有© 苏ICP备11004722号-1 地址:江苏省南通市通州区川姜镇姜张路88号